2024年12月30日
汽车销量2024年12月30日
云计算2024年12月30日
大众汽车2024年12月30日
本田2024年12月30日
云计算
2024年12月30日
海克斯康
2024年12月27日
海康机器人
2024年12月27日
DapKon
2024年12月26日
埃马克
2024年12月30日
云计算
2024年12月30日
OLEDWorks
2024年12月30日
利元亨
2024年12月30日
海克斯康
针对数控车床在机械加工中存在的问题,比如工位较少不适用于多刀位加工,大批量生产中四工位自动刀架转位故障率较高,易造成废品及停产停机,以及维修故障时间较长等,设计开发了一种适合数控车床四工位自动刀架使用的复式组合刀具,弥补了数控车床四工位自动刀架的缺陷,对刀具刀片100°余角进行再利用,根据试验加工数据统计,应用此刀具提高了效率,节约了成本。
1 序言
四工位自动刀架结构简单、容易制造、品种多且规格全,可满足我国经济型数控车床、简易数控和电子车床的使用要求。然而,在长期使用中尤其是大批量生产使用中,暴露出较为严重的缺陷,如:刀架不能起动,刀架连续运转、到位不停,刀架越位过冲或转不到位,以及不能正常夹紧等。为了解决四工位自动刀架在加工中存在的这些问题,笔者设计了一种不换刀位即可完成内外径加工的刀具。
2 原用刀具及加工方式
笔者公司某零件内外径加工要求:内径76mm,外径130mm,头部有R400mm圆弧需要加工,加工余量较大,如图1所示。原加工工艺为1号外圆弧车刀、3号端面内孔车刀分别加工外圆弧及端面内孔,1号刀位加工完成后需经过2号刀位换刀后换到3号刀位,3号刀位加工完成后需经过4号刀位换刀换到1号刀位,1~4号刀位刀架如图2所示。这种方式空运行时间较长,同时由于频繁刀位转换导致刀架定位销磨损,切削液的使用导致换位接触盘接触不良,因此故障率较高且维修困难,维修后故障重复率较高,刀位经常归位不准确,造成废品[1,2]。此外顺序换刀使用两种型号刀片(见图3),增加了生产成本。
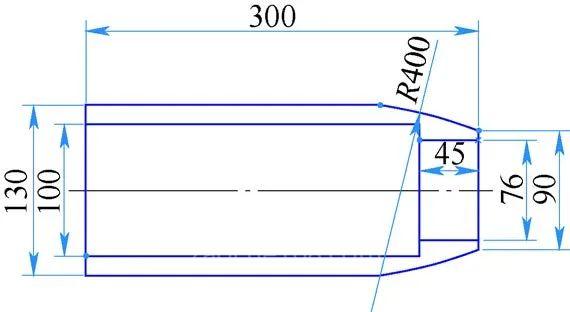
图1 零件结构及尺寸
图2 1~4号刀位刀架
a)外圆加工刀片
b)内孔加工刀片
图3 两种型号刀片
3 复式组合刀具的设计
通过工艺分析和优化,设计出复式组合刀具(见图4、图5)。该复式组合刀具是在一个刀体上设置两个刀片安装位,其下刀位对端面内孔进行加工,上刀位加工R400mm外圆弧,刀具宽度为60mm。此刀具可加工φ65mm以上内孔,适用于加工外径,该刀具两个刀位共用CNMG120412刀片(见图6),采用上压锁紧方式[3],这种锁紧方式适用于大进给量切削,端面内孔使用80°刀片尖角,外圆弧使用其侧边100°余角,当下刀位刀片磨损后可给上刀位使用。

图4 复式组合刀具结构
图5 复式组合刀具实物
图6 CNMG120412刀片
该复式组合刀具80°与100°刀片尖角的主要参数见表1。
表1 80°与100°刀片尖角的主要参数
用新设计的复式组合刀具进行试加工,可加工的零件数量有较大提高,且刀具单价下降,批量生产中具有较高的经济价值。加工现场如图7所示。

图7 加工现场
刀具两个刀尖相对位置是固定的,刀具在一个工位上可以设定两组刀具偏置号——T0101、T0102,各取自用互不影响,下刀位T0101加工完成端面内孔时,返回安全换刀点后换上刀位T0102号继续加工外圆弧,使其在一个工位上一次完成产品内外加工,其内外尺寸刀补调整灵活方便[4,5],程序如下。
00120
G98G54G21G40;
M03S500;
T0101;1号刀补下刀位加工
G0X200Z0;
......
G0X200Z100;
T0102;2号刀补上刀位加工
G0X120Z0;
……
M30
4 复式组合刀具的创新点
1)刀体长宽为170mm×60mm,由四方刀台上3个紧固螺栓固定,因此刀体强度高,装夹稳定,抗振性好。通过试验对比发现,此刀具适合大切削量加工,切削次数由原来的两次提升为一次,有效提高了加工效率,且零件表面质量稳定。
2)由于复式组合刀具是在刀台一个工位上安装,因此加工中不需换刀旋转刀台,解决了频繁转位换刀造成的故障问题,降低了设备使用故障率,提高了产品质量与加工效率。
3)复式组合刀具共用一种型号刀片,尤其外圆弧是利用废弃刀片侧边100°余角来加工,有效降低了成本。通过复式组合刀具对两个品种10000多件产品的实际生产,发现该刀具与同组两工位刀具对比有效提高了产量20%,且避免了因刀台转位产生的故障,与同组两工位刀具对比节省240h以上,刀具费用降低一半。
4)通过复式组合刀具的设计与应用,为后续开发复式组合多用途刀具提供了借鉴经验及技术保障。在此基础上可以开发出内外螺纹、切槽等多用途组合刀具,有效增加四方刀台工位,同时使用4种复式组合刀具相当于刀位数量提高一倍,使该数控设备更适用于复杂零件的生产加工。
5 结束语
复式组合刀具在生产中有效弥补了四方刀台的使用缺陷,提高了加工效率,降低了刀具成本,并且有效减少了刀具库存,优化了工艺,提高了经济效益,使5S管理精益生产更加科学。
参考文献:
[1] 张义民,闫明. 数控刀架的典型结构及可靠性设计[M]. 北京:科学出版社,2014.
[2] 邱言龙,李文菱. 数控机床维修技术[M]. 北京:中国电力出版社,2014.
[3] 刘献礼. 数控刀具选用指南[M]. 2版. 北京:机械工业出版社,2018.
[4] 浦艳敏,牛海山,衣娟. 现代数控机床刀具及其应用[M]. 北京:化学工业出版社,2018.
[5] 李国文. 金属切削原理与刀具[D]. 长沙:中南大学,2011.




























































官方微信号

官方视频号
