2025年01月09日
TataElxsi2025年01月09日
瑞萨2025年01月09日
Creaform2025年01月09日
CES20252025年01月09日
PTC
2025年01月08日
伏能士
2025年01月07日
Mendix 低代码平台
2025年01月06日
达索
2025年01月06日
海克斯康
2025年01月09日
宜科
2025年01月09日
梅卡曼德
2025年01月09日
堡盟
2025年01月08日
瓦尔特
2025年01月07日
新思科技
本操作法具体涉及一种钨合金微小零件高效加工方法,设计、制造专用刀具,以满足钨合金微小零件的批量加工。
(本篇选自《机械加工特色操作及实用案例》第一章(八)钨合金微小零件的高效加工操作法)
操作法内容:如图1示,钨合金保险销、离心销零件的批量生产成为科研生产的关键。通过技能攻关,解决了钨合金微小零件的批量加工难题。
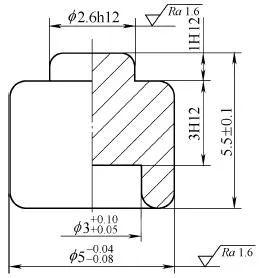
a)保险销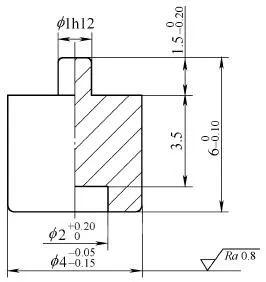
b)离心销
图1 零件
金密度大,抗拉强度大于980MPa,硬度大于40HRC,热导率小,切屑成颗粒状,加工时刀具切削刃会产生很高的热应力,刀具磨损快。针对钨合金材料的切削性能,选用适合切削钨合金材质的刀具材料,设计制作了集外圆、切断及钻孔等刀具为一身的组合刀具,实现了刀具的多功能性,具有创新性,加工质量稳定、效率高、成本低,有较大的经济效益。
技术原理:
(1)切削钨合金刀具的选用:钨合金是用粉末冶金烧结而成,由90%以上的钨和10%以下的软金属(如Ni,Cu,Co,Mg等)作粘结相组成的合金,其密度大,故又称高密度合金。钨合金的强度高、切削力大,研究表明,在以背吃刀量ap=0.2mm,进给量f=0.3mm/r,切削主轴转速vc=90m/min的条件下加工时,其生产的切削力F1=900N,背向力(径向力)Fp=450N,进给力(轴向力)Ff=600N,这样的切削力,在刀具刃口上将产生很高的能力密度,致使在切削刃和与之接触的工件材料上产生极高的热应力,故刀具磨损很快。
(2)充分发挥经济型数控车床加工微小零件精度较高的优势,在批量加工中,加工效率高。
特色点一:设计专用特色刀具,此刀具集外圆、切断和钻孔等刀具为一身,如图2示,实现了刀具的多功能性,减少了刀具转位。保证了加工的连续性,提高了生产效率。

图2 刀体
特色点二:革新和刃磨了专用硬质合金钻头,采用φ2mm和φ3mm硬质合金中心钻改制的平底钻头或将φ6mm硬质合金钻头前端改制成直径为φ2mm、φ3mm,长度大于孔深1~2mm,加工钨合金零件专用平底钻头,使难加工材料钨合金零件的小平底孔,一次钻削成形。革新后的钻头角度刃磨合理,钻头强度好,解决了钻头易折断的问题,加工质量稳定,加工效率高。
特色点三:通过切削试验,优选出采用山特维克可乐满DCMT11T302-MF1125外圆刀片和硬质合金涂层可转位数控切刀刀片,实现高速加工。加工时,切削用量选用主轴转速900r/min,进给量0.15mm/r,背吃刀量0.5mm。
特色点四:设计专用装夹小直径工件的专用夹爪或专用气动夹具,完成工件的调头装夹加工,并保证各直径同轴度。




























































官方微信号

官方视频号
