2025年01月08日
本田2025年01月08日
西门子2025年01月08日
禾赛科技2025年01月08日
特斯拉2025年01月08日
海克斯康2025年01月08日
伏能士
2025年01月07日
Mendix 低代码平台
2025年01月06日
达索
2025年01月06日
海克斯康
2024年12月30日
云计算
2025年01月08日
瓦尔特
2025年01月07日
新思科技
2025年01月07日
欧姆龙
2025年01月06日
德国GMCI
2025年01月03日
海克斯康
一、引言
钢制车轮由轮辋和轮辐组成。车轮是汽车行驶系统中的重要部件,它的质量直接影响汽车行驶的安全性和可靠性。而轮辐需经冲压拉深、成形和切边等工序加工后再压入轮辋之中,并在两者接合处进行焊接。但轮辐切边的单件高度尺寸一致性及口部端面平整性尤其重要,直接影响着钢制车轮焊接质量以及相关焊接工艺参数的控制。因此,要使轮辐切边尺寸及焊接过程的稳定,就必须对轮辐切边工艺方法和模具结构进行分析与设计。
二、切边工艺方案的确定
图1所示轮辐是钢制车轮上的重要冲压成形件,使用材料SAPH440,材料厚度t = 3.5mm,内置偏距45mm。一般情况下,这类轮辐的切边工艺有两种:一种是先拉深为带有凸缘,再切边,后成形;一种是先拉深成形,再外切式水平冲切边,这两种工艺方法比较容易实现。但是,都存在不利的方面,前者工序多效率低,且拉深成形后口部高低差较大,直接影响焊接加工;后者冲切边后工件易变形须进行整形加工,而且模具结构尺寸大,切刀分瓣位置存在着局限性,间隙装配一致不易控制,模具成本也高。针对上述问题,在12″~15″钢制车轮轮辐切边加工中,采用了斜楔内涨式水平切边模具,可以高效优质地完成轮辐的切边任务。
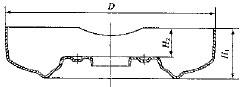
图1 轮辐结构图模具技术
三、模具结构与工作原理
1、模具结构
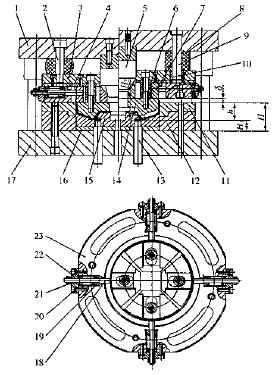
图2 模具结构图
如图2 所示水平切边模具结构,安装于4000kN 闭式压力机上使用。下模板17 上装有固定座12,固定座上装有凹模11,下模板和调整垫板16 的中心钻工艺孔及均布四个螺钉孔,轮辐放置于托料板15 和顶杆13 上,以便轮辐的顶出卸料。在上模板上装有斜楔芯轴5,活动切刀7 用限位套6 和螺钉夹持在导向支承板3 与压料板14 之间,并保证活动切刀运动灵活自如,间隙调整板23 及复位螺杆18 等也用螺钉连接在导向支承板上。导向支承板在用卸料螺钉2及橡皮8 弹性悬挂于上模板,中间装有小导柱9 和小导套10 进行导向,须保证活动切刀与斜楔芯轴的斜面同时贴合,上、下模板用导柱导套进行导向,必须保证凹模与活动切刀的对中一致,从而使得活动切刀同时接触轮辐内径切下废边。
2、工作原理
将上模与冲床滑块相连接,下模与冲床工作台相连接。工作时,冲床滑块上行,使压料板移出凹模腔足够的距离,然后将轮辐置于托料板上,冲床滑块下行,压料板接触到轮辐底部凸圈后,间隙调整板紧紧地压在凹模端面上。当滑块继续下行到使斜楔芯轴进入活动切刀时,根据斜楔原理,将斜楔芯轴的轴向运动转换为活动切刀的径向运动。活动切刀沿径向涨出的同时,推动复位螺杆后退并压缩弹簧,从而活动切刀与凹模组成的刃口将轮辐整齐切下废边,完成轮辐的切边任务。之后滑块上行,上模退出凹模腔,冲床气动顶出缸通过顶杆与托料板将轮辐从凹模腔内顶出卸料,与此同时受压缩的弹簧推动复位螺杆,致使活动切刀自动回位,完成一个工作循环。
3、主要零件设计
(1) 活动切刀的设计
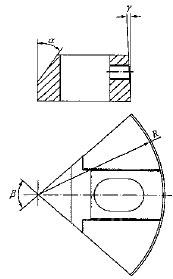
图3 活动切刀结构
如图3所示活动切刀示意图,是该模具的核心部分。
1.上模板2.卸料螺钉3.导向支承板4.垫板5.斜楔芯轴6.限位套7.活动切刀8.橡皮9.小导柱10.小导套11.凹模12.固定座13.顶杆14.压料板15.托料板16.调整垫板17.下模板18.复位螺杆19.档圈20.弹簧21.圆螺母22.侧档板23.间隙调整板
1) 切刀分瓣原则:轮辐落料的形状为直边和圆弧边相互搭接,拉深成形后直边为月牙状。
切刀的分瓣应根据轮辐口部形状进行,各圆弧段分为一瓣切刀并形成扇形活动切刀,扇形角度β一般选择85°左右,且扇形圆弧半径R 应取材料实际厚度中性层处,以保证切刀覆盖整个轮辐口部端面,不至于留下切边毛刺。
2) 斜楔角度的确定:切刀所需水平方向的行程量一定,则随着切刀α变大,斜楔芯轴的工作量随之亦增大;反之,假若切刀α变小,斜楔芯轴的工作量随之亦即减小。通常斜楔角度α规定在30°~ 40°的范围内,加工时a 角应留有余量,最后与斜楔芯轴相应斜楔面配磨,保证配合对称一致。
3) 为使切刀锋利防止工件口部崩裂,切刀可以设计成带有前角γ,γ 角不宜过大,适宜在1°~ 3°范围内选用。
4) 切刀的斜楔表面和上、下滑动面应光滑平整,表面粗糙度Ra = 0.8mm,并在斜面上应开有X 形油槽。
5) 切刀材料可采用Cr12MoV,热处理硬度宜选择HRC58 ~ 64。
(2) 间隙调整板的设计
切刀工作时,必须保证切刀刃口与凹模刃口之间有合适的间隙值d,如图2 所示,该间隙值由间隙调整板来保证与调整。由于切刀是用螺钉夹持在导向支承板与压料板之间的,间隙调整板也是连接在导向支承板上的。设计制造时使间隙调整板的端面长出压料板的滑动面d距离,具体设计时,可将端面做成可折卸调整垫与本体相连接,以便对d 值实施调整。通常情况下,料厚t = 3 ~ 4mm,间隙值δ= 0.25 ~ 0.35mm。在图2中,复位机构装于间隙调整板内,由复位顶杆18、挡圈19、弹簧20、圆螺母21 和侧挡板22组成,当活动切刀涨出,将轮辐口部切下,冲床滑块回程,斜楔芯轴退出后,切刀须能自动复位。
(3) 定位装置的设计
图2所示中,压料板、托料板和调整垫板三者组成定位系统。其中,压料板的作用是起轮辐内径定位作用,同时也是活动切刀支持架,其直径尺寸应与轮辐内径配作,单边间隙应控制在0.2 ~ 0.3mm 范围内,切刀支持面应光滑平整,表面粗糙度Ra = 0.4μm,便于切刀灵活运动,并在支持面上开有油槽。托料板型面严格按轮辐形状配作,不得错位。调整垫板起到控制冲床工作行程量及压力支撑的作用。由图2 得知:h=H-(H1+t)=H2- δ。
4、设计计算
(1) 切边加工的冲压力计算
所需加工力=冲裁力+ 橡皮弹性力+ 复位弹簧力
即:F = F0+F1+f
冲裁力F0 = K1tLτbn
式中:K1——系数,取1.3
L —轮辐口部端面中性层弧长,210mm
t —轮辐材料厚度,3.5mm
τb —材料抗剪强度,460Mpa
n —轮辐口部数量,取4
∴冲裁力 F0=1.3×3.5×210×460×4= 1758 120N=1 758.12kN
橡皮弹性力F1 = 43.1 × 6=256.6 kN
复位弹簧力f = μKQn
式中:μ —摩擦系数,0.4
K—安全系数 (K=3~5),取K=4.5
Q —切刀的质量(一件切刀重量约为7.6kg,而1kg = 9.8N)
n —数量,4
复位弹簧力f=0.4×4.5×7.6×9.8×4= 536.26N=0.536 kN
∴所需加工力F = F0+F1+f=1 758.12+256.6+0.536.=2 015.256 kN
因此,冲压力P = F·tanα= 1 411 kN。
(2) 复位弹簧的负荷计算
在推动活动切刀开始运动时,所需要的力与摩擦力相平衡,考虑到加工精度、润滑等诸条件,复位力须比推动活动切刀的力要大。
f = Kf1= KμQ
式中: f—弹簧力, N
μ —摩擦系数,0.4
K —安全系数(K=3~5),取K = 4.5
Q —切刀的质量,7.6kg
∴ f = 0.4 × 4.5 × 7.6 ×9.8= 134.06N
因此,弹簧φ40mm × φ5mm × 95mm,节距= 10.5 ㎜;负荷P 应在130 ~ 270N 范围内。
(3) 斜楔的形状计算
斜楔芯轴的行程要比活动切刀行程大;力的作用线(b点)与活动切刀滑动面的交点(a 点)应位于c 点的内侧;活动切刀的高度(图4)H:B=1:(1.5~2.0);活动切刀的宽度L必须比长度B长,以增强稳定性;活动切刀开始工作时,斜楔芯轴和活动切刀接触面长度≥50mm,而且接触面应为2/3以上。
图4 斜楔结构图
四、结束语
该模具设计合理,结构紧凑,动作安全可靠,工作效率高,尺寸一致性好,适应于大批量生产等特点,而且使用效果良好,加工质量稳定,在车轮轮辐加工技术中有着新颖性、先进性和实用性,同时对金属板材水平冲切加工具有广泛地推广运用价值。




























































官方微信号

官方视频号
