2024年12月27日
三星电子2024年12月27日
LG2024年12月27日
LucidMotors2024年12月27日
特斯拉2024年12月27日
OLEDWorks2024年12月27日
海康机器人
2024年12月27日
DapKon
2024年12月26日
埃马克
2024年12月25日
尼得科
2024年12月23日
穆尔电子
2024年12月27日
库卡
2024年12月27日
库卡
2024年12月27日
通快
2024年12月27日
达索系统
2024年12月27日
压铸
汽车车身零件有两种成形方法:分离成形和整体成形。分离成形方法是将大型零件分成小型单个件分别成形,然后焊接成部件,其优点是可以根据各部位的要求选择不同材质、不同厚度的材料;缺点是需要更多的工装模具和设备的投入,制造成本较高,同时焊接总成的配合精度和整车质量也有所下降。整体成形法是用整体板料直接成形大型零件。主要的优点是工装模具和设备的投入大大减少,制造成本相对较低,产品质量得到了提高;缺点是必须对零件所有部位采用相同材质和相同厚度的材料,难以很好的实现结构优化的需要。
激光拼焊板技术
激光拼焊板技术是基于成熟的激光焊接技术发展起来的现代加工工艺技术,是通过高能量的激光将几块不同材质、不同厚度、不同涂层的钢材焊接成一块整体板再冲压生产,以满足零部件不同部位对材料不同性能的要求。拼焊板工艺的出现解决了由传统单一厚度材料所不能满足的超宽板及零件不同部位具有不同工艺性能要求的工艺问题。图1为分别成形、整体成形和激光拼焊成形生产轿车侧围外板的示意图。
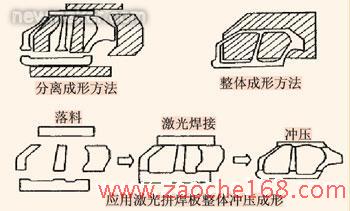
图1 轿车侧围外板成形方法比较
激光拼焊板的优势
采用激光拼焊板有着巨大的优势,可以给汽车制造业带来显著的经济效益,主要体现在:使整车零件数量大大减少,简化了点焊工艺,提高了车身尺寸精度减少了质量问题,材料厚度的可变性保证了对重要位置的强化等方面。
图2所示为东风中型车驾驶室整体顶盖采用激光拼焊板成功进行生产的实例,图3所示为东风重型车分离成形后焊接的顶盖总成示意图。拼焊整体冲压比分件冲压取得了明显的经济效益:模具投资由原先的490万元减少到360万元;减少了设备占用面积和操作人员数量;零件重量由于搭接面的减少而降低了0.55kg,材料利用率达到了相对最高的76.8%,材料消耗减少了5.33kg/辆。

图2 中型车一排半驾驶室整体顶盖

图3 重型车标车前后顶总成
激光拼焊板的冲压成形工艺性
拼焊板使用的技术问题,最主要的是由焊缝区组织变化所造成的成形性能下降和焊缝移动等因素引起的工装制造难题。
1.拼焊板的冲压成形性能
对拼焊板成形性能的研究表明:
(1)激光焊接后的焊接接头部位强度比母材部分有一定程度的提高,厚度比率的变化对强度的影响没有材料等级比率变化影响大,不同等级材料的焊接接头强度主要取决于低强度等级的材料。
(2)焊接接头部位成形性能比母材有一定程度的降低,随拼焊厚度差异和强度差异的增加,成形性能降低。
(3)对于不等厚拼焊板,拉伸方向与焊缝方向相同时,拼焊板塑性变形能力明显降低,薄侧比例越小则降低越多。
(4)拼焊板的拉伸破坏方式一般有两种:一是当焊缝与拉伸方向一致时,由于焊缝的塑性比母材低,焊缝部位往往被拉断;二是当焊缝与拉伸方向垂直时,薄侧母材容易产生过量减薄而拉裂。
此外,拼焊板在实际使用中不仅要关注其成形性能,还要考虑到其不同的料厚差异对后续工序的影响,如料厚差异较大或者性能差异较大的焊缝线应避免穿过小孔冲压位置(易导致小孔折弯或断裂)等。
2.拼焊板的焊缝移动及其工艺对策
焊缝移动是拼焊板区别于普通整板生产的根本因素,也是产品设计及工艺分析是否成功的根本。根据拉延工艺理论和相关的实验论证可以得出以下结论:焊缝移动方向和移动距离主要取决于焊缝两侧材料强度比、焊缝位置以及拉伸压边力分布等。
由于焊缝移动量只能减小而不能消除,这就需要在焊缝处不等厚模面侧一定范围内设定料厚空开面。空开面向料薄一侧空开,压料面区域空开相应较大,凹模凸模对应处相应较小。
采用夹紧装置可以明显改善焊缝移动程度,使得焊缝移动量减少72.6%~84.9%。实际的车身覆盖件设计中,也可以在产品结构可能的情况下,在靠近焊缝处设计合理的加强筋等结构,通过模具结构先成形焊缝部位从而控制焊缝的移动。
除采取必要的工艺措施控制和减少焊缝移动之外,还应该在焊缝移动区对模具结构采用合金镶块等措施控制型面的磨损和拉毛。
3.焊缝移动的CAE分析
随着计算机技术的发展,已经能够应用CAE手段对拼焊板的焊缝移动规律进行更为准确的分析,这为产品设计提供了合理的依据,也为制造工艺的合理化打下了坚实的基础。图4为中型车侧围内板拼焊生产的CAE分析结果,它清晰的反映了各部位的焊缝移动量及整体拉延状况等。

图4 拼焊板整体冲压CAE分析结果
中型车侧围内板拼焊位置的确定及其对成本的影响
图5为中型卡车驾驶室侧围示意图,分别由料厚0.75mm的侧围角板和料厚1.6mm的侧围内板组成,分界线为图示的弯延曲线。最初工艺为两个零件分别成形再焊接成整体。按该方案相应的冲压排样及材料利用效果如图6所示。可以看出该方案的缺点是材料利用率极低,分别为36.2%和43.9%,同时零件生产工艺性也较差。考虑到两件的装配关系,初步判断如采用拼焊方式生产将有效改善产品工艺性和降低成本。
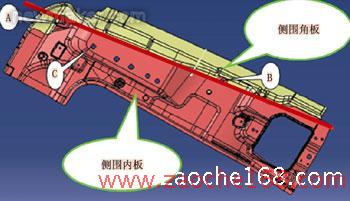
图5 中型卡车驾驶室侧围

图6 分件生产排样及材料利用效果
1.焊缝位置的选择
激光拼焊产品的设计意图能否通过工艺得到最好的实现,其关键的环节就在于拼焊焊缝的位置选择是否成功。焊缝位置的设定不仅要考虑产品功能和结构的需要,还要从冲压工艺性的要求、成本的要求等方面综合考虑,三者有机结合才会得到最优的设计结构和整车质量。
依据拉延理论和拼焊成形技术的研究成果等要求,可以得到以下选择焊缝位置的基本原则:
(1)焊缝的选择首先要满足产品结构和功能的要求。
(2)焊缝为直线,且最好保证在完成工艺排样后为方形板料拼焊。
(3)焊缝应避免穿越产生拉延效果很大的区域,特别要防止焊缝平行穿越成形R区域。
(4)由于不同料厚的冲裁间隙差异,要尽可能避免焊缝穿越小孔冲裁位置。
以图5所示的侧围为例,产品最初设计结构为弯曲的折线。以该曲线为焊缝是拼焊技术目前所不能满足的,同时该曲线在图示A/B部位会由于拉延时焊缝的移动造成小孔处可能出现0.75mm、1.6mm两种料厚,这容易导致小孔冲头的弯曲或折断,因而需要重新选择焊缝位置。
按照焊缝设定原则(1)和(2)的要求首选的焊缝位置如图5红粗线所示。该焊缝的主要缺点在于拉延时焊缝向厚料移动仍会使A孔出现不同料厚,同时由于A处凸包起伏形状较大,可能出现拉延开裂。结合图5中A、C两孔的位置关系将拼焊线调整至图7所示位置,基本满足了相关各项要求。

图7 基本满足相关要求的焊缝位置
2.成本因素对焊缝位置的影响
图8所示为东风某车型侧围,初步设计阶段的拼焊线如红线所示。针对该方案的CAE分析结果为焊缝沿线严重开裂(图9)。其主要原因在于图示A处靠近R角,变形剧烈。

图8 某车型侧围及其拼焊线

图9 初定焊缝位置CAE结果
考虑该件的造型特点,完全满足工艺性的焊缝线如图8蓝线所示,CAE效果良好。对比图8的两条焊缝线可以看出,完全满足工艺性的方案1.6mm厚料区明显加大,因而零件重量加大、材料消耗也明显增加,所以该方案也不是最佳的结果。
能否类比图7的方式按图10设定拼焊线呢?若按照该方案实施,将最大限度符合产品要求并大大减少厚料区域,从而降低产品成本。
工艺分析图10方案最大的风险是台阶和斜面区域可能出现焊缝区开裂(CAE分析也印证了这一结果),需要对该区做相应设计更改。产品设计部门依据分析对相应区域做了斜面变缓和过渡处理,图11所示为经过产品优化后满足产品、工艺、成本诸因素的CAE分析结果。

图10 类比设定的拼焊线

图11 优化产品设计后满足工艺及成本的CAE结果
结语
激光拼焊板作为一种新的工艺手段,给车身制造带来新的产品解决方案,并给质量提高和成本降低带来了新的机遇。同时由于其工艺实施的特殊性,需要产品设计、冲压工艺和模具制造等相关人员更为密切的配合,才能最终制造出既满足结构和性能要求、工艺合理稳定、成本最低的合格产品。




























































官方微信号

官方视频号
